Extrusion describes the process where a metal such as copper or brass is forced through an extrusion die with a smaller cross-section. This deforms the material, causing a lengthening of its granular structure and forcing it to adopt a new cross-section uniformly across the entire manufactured workpiece. It is an extremely common metal forming process used to convert cylindrical billets into hollow tubes, or more complex profiles and sections.
Outlining Hot and Cold Extrusion
Soft metals that are easily extruded into simple, relatively small profiles can be manufactured through cold extrusion at near room temperatures. However, hot extrusion is generally preferable as it often yields semi-finished parts with improved mechanical properties, and it can be used for more challenging alloys. Hot extrusion involves the heating of raw billets to above the metal’s recrystallization temperature before it is forced through the extrusion die. Exit temperature and speed are subsequently critical parameters in the long-term performance of extrusion dies used in hot working of various alloys.
Steel, for example, is broadly used for extruding aluminum bars and profiles at a recrystallization temperature of roughly 350 – 500°C (650 – 900°F). While steel can readily withstand the thermal conditions of extrusion, it is susceptible to a unique and damaging phenomenon known as die pick-up which refers to a minute accumulation of metallic elements from the extrusion onto the surface of the extrusion die. This can cause surface defects and increase the volume of scrappage. Establishing a low-wetting alternative to metallic extrusion dies with enhanced thermomechanical performance is important for meeting the high-yield and throughput demands of modern metalworking facilities.
Syalon 101 Extrusion Dies: Case Studies
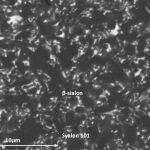
Syalon 101 is a technical-grade ceramic based on silicon nitride (Si3N4), boasting exceptional thermomechanical properties suitable for hot extrusion of metals such as copper, brass and nimonic alloys. It is a beta-phase sialon with a maximum use temperature of 1200°C (2192°F), thermal shock resistance of ΔT = 900 °C, and outstanding compressive strength. This enables Syalon 101 extrusion dies to overcome numerous problems traditionally associated with extrusion, such as short die service life and the generation of surface defects due to die pick-up.
For many years, a major European-based extruder of brass wire and bars has relied on Syalon 101 extrusion dies to fabricate near-net shapes of 2 – 10mm diameters. They have optimized their manufacturing performance so that a single Syalon 101 extrusion die can compress as many as 1200 billets with minimal wear and maximum surface quality.
A UK-based manufacturer has also demonstrated the extreme long-service capabilities of Syalon 101 extrusion dies for both brass and copper. The sialon components successfully outperformed conventional materials for brass extrusion by as much as 150%, while copper extrusion using sialon dies yielded an additional 35 tons of end-product material.
Learn more about light metal forming techniques, including die-casting, extrusion, and more
Single shot impact extrusion of nimonic alloys with high concentrations of nickel and chromium has also been improved using Syalon 101. An extrusion die fabricated from sialons successfully produced as many as 30,000 components before substantial die wear was observed, compared to 750 components manufactured using a steel extrusion die.
Extrusion Dies from International Syalons
International Syalons is one of the UK’s leading manufacturers of technical ceramics and a thought-leader in the development of sialon materials. Our product range incorporates many solutions to established industry challenges, helping facilities reach new levels of material yield and higher throughput volumes with advanced material solutions.
Read our User Guide to Syalon Ceramic Inserts for Direct Brass Extrusion
Our Syalon 101 extrusion dies have demonstrated exceptional levels of performance for extrusion and drawing of copper, brass, and nimonic alloys. They have successfully eliminated die pick-up due to the lack of a metallic phase within the die, subsequently extending the component service life and reducing scrap production by improving the component surface finish every single time.
If you would like any more information about our extrusion dies, please do not hesitate to contact us directly.