Technical ceramics are unique among structural materials for their extraordinary performance in challenging conditions. While each specific beneficial thermal or mechanical property depends on both the underlying material and the application, technical ceramics are typically renowned for their:
- High hardness (kg/mm2 or GPa);
- Ultimate tensile strength (MPa) and high-temperature strength (1000°C (MPa));
- Good strength-to-weight ratios;
- Exceptional chemical and wear resistance;
- Tailored thermal (W/(mK)) and electrical (Ω cm) conductivities.
While there is no single ceramic that satisfies each of these requirements to the highest degree, there is now a plethora of fine ceramic materials available to suit the unique demands of various applications characterised by high temperatures, severe mechanical loads, and persistent corrosives. However, the very properties that make technical ceramics superior to conventional materials can also inhibit their machinability.
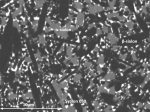
Take sialon ceramics, for example: Sialons are semi-crystalline derivatives of silicon nitride (Si3N4), comprising a high-strength lattice of silicon (Si), aluminium (Al), oxygen (O), and nitrogen (N). Sialon ceramics are extremely hard ( ̴1650 kg/mm2), strong (945 MPa at 20°C, and 700 MPa at 1000°C) and tough (fracture toughness 5.7-7.7 MPa m½). This poses significant machining challenges, resulting in excessive cutting forces and unusually high tool consumption. Diamond grinding is a suitable method of finishing near-net sialon ceramics, but this can cause residual damage that degrades the material’s desired characteristics.
One avenue for resolving this issue is to invest in non-contact finishing techniques, such as electro discharge machining (EDM). Yet – once again – the inherent properties of typical sialon ceramics can render this method unsuitable.
What is Electro Discharge Machining (EDM)?
EDM machining is a tightly-controlled process that involves the gradual removal of surface material via electric spark erosion. This process replaces a hard-wearing (i.e. diamond) cutting tools with an electrode that applies a pulsed, high-frequency electrical charge onto a ceramic workpiece to gradually burn through the material. One drawback to this method is that it requires workpieces to conduct electricity. Consequently, it has largely been limited to machining metals and conductive ceramics like tungsten carbide (WC).
Sialon ceramics typically boast high electrical resistance (~1012 Ω cm) which exceeds the benchmark for compatibility with EDM machining. While research into EDM of electrically-resistant materials is ongoing, International Syalons has a well-established novel answer to this issue, providing a unique material solution to a niche in the technical ceramics market.

Introducing Syalon 501: EDM-Compatible Sialon Ceramics
Syalon 501 was engineered to moderate the inherent electrical resistance of sialon ceramics and allow for electrical conductivity – and subsequently EDM machining. This beta-phase sialon retains outstanding material properties, albeit reduced thermal resistance and hardness compared to leading sialon ceramics like Syalon 101.
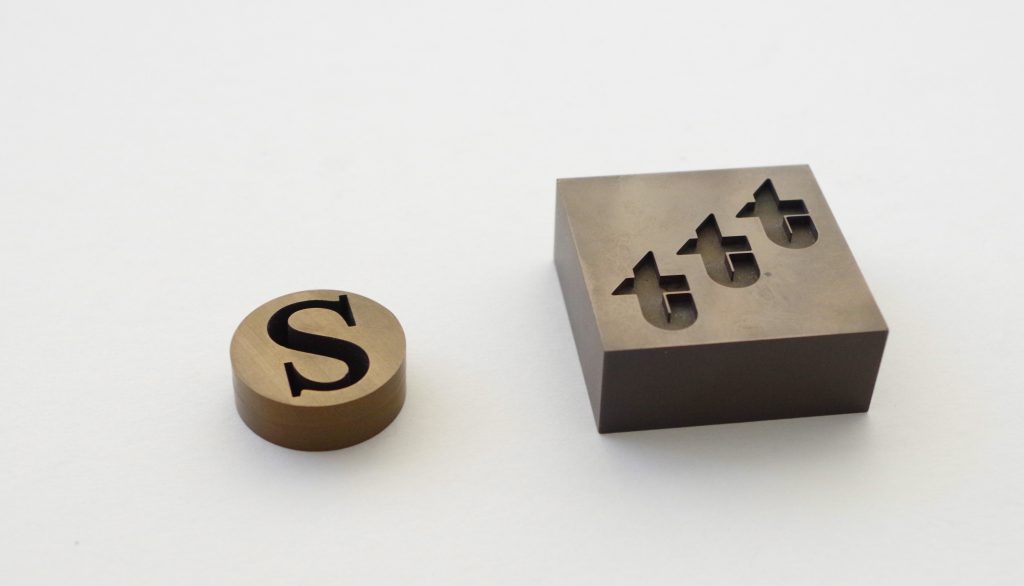
A composite beta-phase sialon ceramic bonded with titanium nitride (TiN), Syalon 501 components are routinely formed using conventional wire-cut EDM machining. This eliminates concerns associated with mechanical degradation due to grinding and significantly reduces the cost and complexity of component forming.
EDM-Machined Sialon Ceramics from International Syalons
International Syalons is the UK’s leading supplier of sialon ceramics for industrial applications. Our solutions are utilised in a range of markets, providing the performance levels needed to meet new business challenges. If you would like to learn more about EDM machining of sialon ceramics, take a look at our previous blog post:
Read More: The Electrical Properties of Si3N4
Otherwise, contact a member of the International Syalons team today. We are happy to answer any questions about technical ceramics, from alumina (Al2O3) to zirconia (ZrO).